1. はじめに
垂直入射吸音率は、フェルトやウレタン、グラスウールなど多孔質材料の吸音性能を、音響管で測定して得られる評価量です。測定方法はJIS1)やISO2)などで規定されており、吸音性能の評価方法として広く普及しています。当社でも、自社開発の垂直入射吸音率測定システム "WinZacMTX" を販売させて頂いております。この度、従来測定できなかった10kHzまでの高周波数帯域の測定が可能となった新しいバージョンをリリースいたしましたのでご紹介いたします。
2. 垂直入射吸音率測定システム WinZacMTX
当社の垂直入射吸音率測定システムWinZacMTXは、これまでのお客様のニーズをベースとした研究開発の成果や、お客様からの受託試験業務などで蓄積した測定ノウハウを元に盛り込んだ機能など、他社には無い様々な特長を持っております。詳しい紹介は、後日改めてとさせて頂くとして、ここでは主な特長を抜粋いたします。

図1 垂直入射吸音率測定システム WinZacMTX
a) 1本の音響管による構成
従来の音響管は、周波数帯域に応じて2種類の太さの音響管を使用するものが多く、広い周波数帯域を測定するときに、2種類の大きさのサンプルを作製・測定しなければなりませんでした。また、最も着目する1kHz 付近で上記2種類の大きさのサンプルで吸音率が大きく異なるサンプルが存在し、現場での取り扱いに困ることがしばしばあります。この問題を解決するために、当社の音響管は、200Hz~5kHzの主要な周波数帯域を内径40mmの音響管一本で測定できるので、他社製品のように周波数帯域ごとに太い管と細い管の2つを使う煩雑さから開放します。
b) 透明なサンプルホルダー
アクリル製の透明なサンプルホルダーを使用しており、薄いサンプルが測定中に倒れていたり、厚くて柔らかいサンプルがつぶれてセットされていたりすることを目視で確認できるので、誤った測定を回避することができます。
c) 緩支持ホルダー
サンプルをセットする際に極力周辺を拘束せずに隙間の影響を小さくして測定できる緩支持ホルダーを使用することにより、通気が少ないウレタンフォームなどで生じる板振動の影響を低減することができます。本機能は、音響管で透過損失を測定する際は必須の機能となっております。
3. 高周波数帯域測定対応
音響管を用いた垂直入射吸音率測定は、音響管の内径で上限周波数が規定されます。当社の標準音響管(内径40mm)で5kHz弱、他社製品の細管でも6kHz強です。
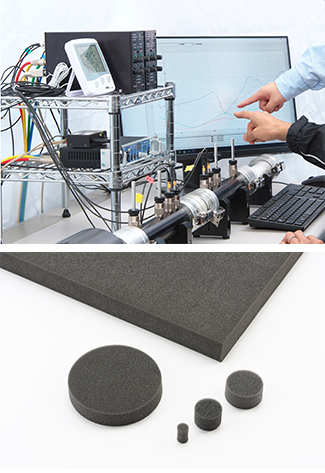
近年、ハイブリッド車(HEV)や電気自動車(EV)の普及に伴い、これらの車両で発生する種々の高周波数(主に8kHz以上)の騒音が問題となることがあります。近い将来、この種の騒音に適用する吸音材料のニーズが高まることを想定して、従来の音響管では測定できない、より高周波数帯域の吸音特性を測定できる音響管および計測システムを開発いたしました(図2)。

図2 高周波数対応音響管
3.1 高周波数対応音響管
音響管で垂直入射吸音率を測定する際、音響管内は平面波が伝搬することが前提となります。音響管で測定可能な上限周波数fu [Hz]は、音響管の断面形状が円の場合、内径(内部の直径)をd [m]、音速をc0[m/s]とすると、次の式(1)で表されます。
![]()
高周波数対応音響管の開発に際して、目標とする上限周波数を10kHz以上としましたので、式(1)に当てはめると音響管の内径は19mm以下となります。そこで、今回はより高い周波数まで測定できるよう音響管の内径を15mmとしました。
3.2 管内減衰補正機能の搭載
音響管(ハードウェア)としては完成したのですが、今回の開発に関しては、音響管内の音波の伝搬に着目し、計測ソフトウェア上にも改良を加えました。音響管内を音が伝搬する際に、わずかではありますが管壁での減衰(管内減衰)が生じます。このことはJISやISOでも記述がありますが、無視できるレベルとされております。しかし、今回の高周波対応音響管のように細い音響管内では、その影響が無視できないと考え、新しい音響管のリリースに併せてバージョンアップしたWinZacMTXの新しいソフトウェアには、管内減衰補正機能を搭載しました。管内減衰の補正方法は、ISOにも簡易的な手法が記述されていますが、当社の管内減衰補正の特長は、多孔質材料の吸音メカニズムのベースともなっている円筒管内の音波の伝搬における減衰を正確に記述することで、従来よりも正確に管内減衰補正を実行できるようになっています。
3.3 測定結果例
測定結果の例を2つご紹介いたします。図3はフェルトの垂直入射吸音率の測定結果です。これまでは、当社積層材料音響特性予測ソフトウェアSTRATI-ARTZ のような数値計算ソフトウェアによる予測計算でしか得ることができなかった10kHzまでの高周波数帯域の垂直入射吸音率を実測で確認することが出来るようになりました(図の水色部分が新たに測定できるようになった周波数帯域)。ちなみに、今回開発した高周波対応音響管の下限周波数は約1kHzとなり、1k~5kHzの範囲では、従来実績のある当社標準管(内径40mm)での実測データとも非常によく一致していることが確認できます。
図3 フェルトの垂直入射吸音率
(青: 従来音響管、赤: 高周波数対応音響管)
次は、管内減衰補正の効果を示すデータです。図4は、サンプルを取り付けていない時の垂直入射吸音率を表しています。サンプルを取り付けていない時の吸音率は、音響管を含めた計測システムの性能の一つとして、測定可能な吸音率の下限値を表します。この下限値に近い吸音性能のサンプルは、測定誤差が非常に大きくなるため正しい測定が出来ません。
図4のグラフは、吸音率が低いデータなので、見やすいようにグラフの縦軸を拡大して示しております。管内減衰補正を施さないデータ(緑)は、わずか(0.03程度)ではありますが、材料本来の特性ではない吸音を示しております。それに対して、管内減衰補正を施したデータ(赤)は縦軸を拡大しているにも関わらずほとんどゼロを示しています。これは、低い吸音率まで正しく計測できることを表しています。
管内減衰補正機能が搭載されたことにより、当社の計測サービスの一つである材料パラメータ計測業務の精度も向上しました。材料パラメータ計測業務では、計測したパラメータの妥当性を確認するために、STRATI-ARTZ で計算した垂直入射吸音率と、音響管で実測した垂直入射吸音率の比較検証を行います。吸音率が大きいサンプルの場合は問題にはならないのですが、吸音率が小さいサンプル場合、管内減衰の影響が上記の比較検証に誤差が含まれることがありました。今回新たに導入した管内減衰補正を用いることで、吸音率の低いサンプルをより正確に実測することができるようになり、STRATI-ARTZでの比較検証がより正確に行えるようになりました。
図4 サンプルがない状態での吸音率
(緑: 管内減衰補正なし、赤: あり)
4. おわりに
垂直入射吸音率測定システムおよび高周波数対応について紹介させて頂きました。
当社では、計測システムの販売のみならず、お客様からサンプルをお預かりして受託計測業務も承っておりますので、吸音材を開発されている方もしくは利用される方で、従来の音響管では測定できない高周波数の吸音性能の評価にご興味のある方はぜひお問合せください。
参考文献
1) JIS 1405-2 音響管による吸音率及びインピーダンスの測定 ― 第2部:伝達関数法
2) ISO 10534-2 Acoustics. Determination of sound absorption coefficient and impedance in impedance tubes Transferfunction method.