

コンサルティング事業部 青木 雅彦
本業務は騒音源の対策を検討されている企業様向けのサービスです。
個人で騒音にお困りの方、騒音の相談を受けている管理会社の方向けには対応しておりませんが、こちらが参考になれば幸いです。
1. はじめに
工場・事業場の騒音対策で最初に検討しなければいけない最も重要なことは、影響の大きい騒音源を特定することです。敷地境界に対して影響の大きい騒音源がわかれば、効率のいい対策案を検討することができます。
しかし、ある地点に対して影響の大きい騒音源を特定することは、工場のように数多くの騒音源がある場合、今までは時間と労力を要するかなり大変な作業でした。
そこで私たちは、工場での測定に当社の全方位音源探査システムNoise Vision(ノイズビジョン)を持ち込み、短時間で影響の大きい騒音源のスクリーニング(選別)を行なっています。
この騒音源をスクリーニングする音源探査測定は、今までの手法にはないメリットをいくつも持っています。そのため工場で騒音問題を担当されている方々や、騒音対策に関わっている関係者の方々に好評をいただいています。今回はその一部をご紹介させていただきます。
2. Noise Visionとは・・・


写真1 ノイズビジョンのセンサー(左)とノートPCでの測定状況
Noise Visionは当社が開発、販売している全方位音源探査システムです。写真1に示すように、球体のセンサー部分に31個のマイクロホンと12個のCCDカメラが埋め込まれており、ADコンバータ、ノートPC等で構成された測定システムです。
この全方位音源探査システムNoise Visionは、音が放射されている場所や、測定点に対して影響の大きい騒音源を簡単に素早く見つけることができます。測定は先ず31個のマイクロホンからノートPCに騒音を録音します。その後、その場で分析を行い、数分後には騒音の到来方向を写真に重ねてモニター画面に表示することができます。

写真2 ノイズビジョンを使った工場での測定状況
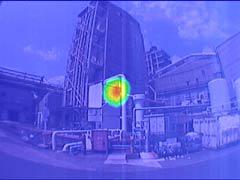
図1 ノイズビジョンの音源探査分析例(赤い部分が主な騒音源)
3. 今までの工場の騒音測定
長年私たちは工場の騒音を低減するための業務に取り組んできました。
特に工場の騒音を予測するソフトウエアGEONOISE(ジオノイズ)を当社で開発し、販売を始めてからは、工場やゼネコンの技術研究所など、いろいろなお客様の騒音対策のお手伝いをさせていただいてきました。
工場の騒音を低減するための対策調査は、その手法がほぼ決まっています。
まず工場に行って、敷地境界等の騒音が問題となっている地点で、騒音計を用いて測定します。この時、騒音レベルだけでなく、周波数分析を行って卓越している周波数帯域も調べます。
ただしこの敷地境界での測定値は、様々な騒音源の音が合成されたレベルのため、その値だけで騒音対策の方法を検討することはできません。対策のためには、その地点に対して影響の大きい騒音源を調べ、その騒音源から対策しないとあまり効果が得られません。
そこで敷地境界の測定以外に、主な騒音源の近くで音源を調査します。音源近傍で測定し、その測定結果から敷地境界への影響を検討することが必要です。

写真3 騒音源近傍での騒音測定
この音源側の測定は、騒音源の数が少なく、また騒音源の大きさが小さい場合はそれほど大変な作業ではありません。
しかし騒音が問題となっているような工場の場合は、音源の数も多く、また寸法の大きな設備機器も数多くあります。その場合、音源近傍の測定結果から敷地境界への影響を予測するのはかなり難しい問題です。
私たちは測定で得られたデータを注意深く分析・整理し、工場騒音の予測ソフトウエアGEONOISE(ジオノイズ)を使って工場の騒音状況をモデル化してきました。経験やノウハウ、あるいは試行錯誤を繰り返し、コンピュータシミュレーションの技術を使って、影響の大きい騒音源の特定を試みてきました。
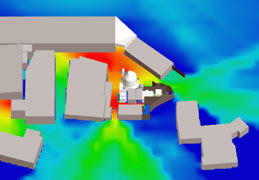
図2 ジオノイズを使った工場の騒音シミュレーション例
しかしこの今までの手法の一番の問題は、数多くの騒音源の中で、優先して騒音を対策しなければならない部位を特定するために、かなりの時間がかかることでした。
まず現地で騒音を測定して、データを社内に持ち帰り整理します。その後、騒音源近傍の測定データから、騒音源の持つ音の大きさ(パワーレベル)を推定し、コンピュータシミュレーションにより敷地境界への影響を検討します。測定の規模にもよりますが、測定後この作業だけに専念できないこともあり、通常この作業には数週間が必要でした。
図3 今までの騒音検討フロー
また、この方法で敷地境界に対する各騒音源の影響を推定しても、あくまでそれは測定データとシミュレーションから得られた推定値でした。
つまり、騒音源近傍の測定値から騒音源のパワーレベルを推定し、さらに騒音源から敷地境界までの騒音伝播の減衰量を推定しています。
したがって不確定な要素がいくつもありました。そのため敷地境界の実際の騒音測定値と、シミュレーションで推定した各騒音源から敷地境界に伝搬する騒音レベルの合成値を比較した検証が必要でした。その結果、シミュレーション上のパワーレベルを微調整したり、敷地境界までの騒音の伝搬状況のモデルを修正してチェックを繰り返す必要がありました。
つまり従来の方法だと、工場での測定と社内でのデータ整理、シミュレーションに時間がかかるだけでなく、影響の大きい騒音源を把握するために、いくつも不確定な要素があり、そのことが騒音対策の効果を損なう要因となる可能性がありました。
4. Noise Visionを使った工場騒音のスクリーニング
従来の方法に比べて、ノイズビジョンを使った測定では、敷地境界に影響の大きい騒音源を簡単に調べることができます。
測定はまず敷地境界にNoise Visionを設置します。この設置作業は専用ケースからNoise Visionを取り出してケーブルで接続し、後はノートPCを立ち上げ、測定用プログラムを起動するだけです。
屋外等で100ボルトの電源が確保できない場合でも、車載用バッテリーがあれば測定が可能です。

写真4 ノイズビジョンを使った工場での測定状況
Noise Visionの設置作業は通常10分程度で終了します。
それから実際に騒音を測定しますが、騒音が定常であれば測定は10秒程度で十分です。
その後その場でデータを分析し、騒音の到来方向を写真に重ねて赤く表示します。測定後数分で、図4に示すように分析結果画像をノートPCに表示させ確認することができます。

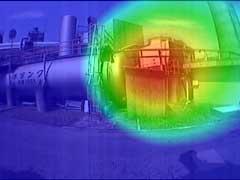
図4 CCDカメラの画像(左)と音源探査分析結果の表示例
図5 ノイズビジョン測定のフロー
このように素早く現場で騒音状況を確認できるため、それだけで測定の目的が完了する場合もあります。またNoise Visionにはさまざまな分析機能があるため、現場では概略チェックだけを済まし、社内で詳細な分析をする場合もあります。
いずれにせよ、測定と分析が非常にスピーディに行えるため、現場でお客様と一緒に測定結果を確認したり、昼間測定して夕方には測定結果報告書を出力し、お客様と対策についてお打合せすることが可能になりました。
また当社(東京)から遠く離れた地域であっても、一泊二日程度の出張測定を行い、二日目に測定結果報告書を提出して、お客様と対策方法をお打合せさせていただくことも可能になりました。
このことは報告書をご提出するまでの期間の短縮だけでなく、騒音検討にかかるコストダウンにもつながっています。

写真5 工場から少し離れた地点でのノイズビジョン測定

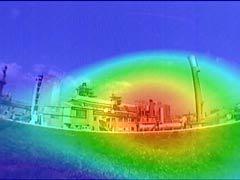
図6 1kHz(左)と500Hzの分析結果の比較
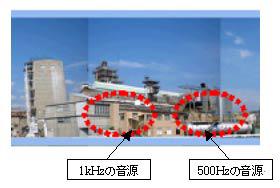
図7 ノイズビジョン分析結果による音源位置の違い
※図6に示すように、1kHzと500Hzの支配的な騒音源の位置が異なることが分析結果からわかる。
表1 ノイズビジョン測定と従来の測定の比較
| 項目 | ノイズビジョン | 従来の測定 |
| 大きい騒音源の 見つけ方 |
・測定のみ(現場で分析) | ・測定と騒音計算(シミュレーション) |
| 必要な測定点 | ・敷地境界 | ・敷地境界 ・音源近傍 |
| 検討期間 | ・現場で終了 | ・数週間程度 |
| 長所のまとめ | ・調査が簡単 ・わかりやすい ・コストが安い |
・対策効果をシミュレーションで検討できる |
| 短所 | ・周波数範囲限定(200Hz~5kHz程度) ・対策効果を詳細に検討できない |
・騒音源の推定に誤差が入りやすい ・比較的時間とコストがかかる |
5. Noise Visionの測定結果からの影響分析
表1に示すようにNoise Visionによる工場騒音のスクリーニングは、従来の測定と比べて大きなメリットがありますが、足りない部分もあります。
測定可能な周波数範囲は、一般の騒音計と比べると狭くなります。
騒音対策の検討については、シミュレーションで検討する内容には及びませんが、Noise Visionの測定結果だけでも、ある程度対策効果を推定することが可能です。
ある工場で、開口2箇所からの騒音の影響をノイズビジョンで測定した結果を図8に示します。

図8 ある工場の開口付近でのノイズビジョン測定結果
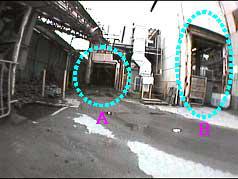
図9 CCDカメラでの画像と音源位置
図8をみると、左側の開口Aからの影響が大きいことがわかります。そこで騒音計を用いて、2箇所の開口面近傍の騒音を測定し、開口面積、測定点までの距離から、測定点での音圧レベルを一般的な音の伝搬式で計算しました。
その結果、開口Aと開口Bからの影響の計算値は、実際のノイズビジョンで測定した結果のレベル差とほぼ一致することを確認しました。(ここには示していませんが、ノイズビジョンの測定結果は、カラーコンター表示だけでなく、数値化して表示することもできます。)
つまりこの場合、どちらかの騒音源を例えばシャッター等で対策する場合、簡単な計算を加えることにより、測定点で騒音がどの程度減衰するかを推定することができます。
6. おわりに
図10に、4年前に図8と同じ地点で測定した結果を示します。当時と騒音の状況が変わっていることがわかりますが、Noise Visionを使った測定では、このように経年による変化をわかりやすく示すこともできます。
また、図11に工場内部でNoise Visionを使って測定した結果を示します。Noise Visionを使った測定は、実際に工場屋内の作業環境騒音を改善するためにも用いられています。
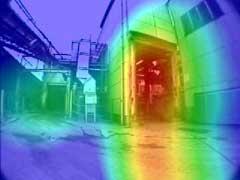
図10 4年前の測定結果
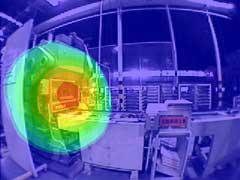
図11 工場屋内の測定結果
今までご紹介したように、Noise Visionを使った測定は、従来の方法に完全に取って変わるものではありません。
しかし、それでも従来の工場の騒音対策の検討手法に比べ、大きなメリットがいくつもあります。
これらのNoise Visionを使った測定は、すでに多くの現場で採用されていますが、私たちはさらに測定の精度とスピードを上げ、またコストを下げることで、これからも工場の騒音環境を改善するためのお役に立ちたいと願っています。
本業務は騒音源の対策を検討されている企業様向けのサービスです。
個人で騒音にお困りの方、騒音の相談を受けている管理会社の方向けには対応しておりませんが、こちらが参考になれば幸いです。